



2. Opposite sides, up and down
- (1) Structure: roller single-end spring compacted structure
- (2) Adjustment: manual adjustment
English
Products
Hot Product
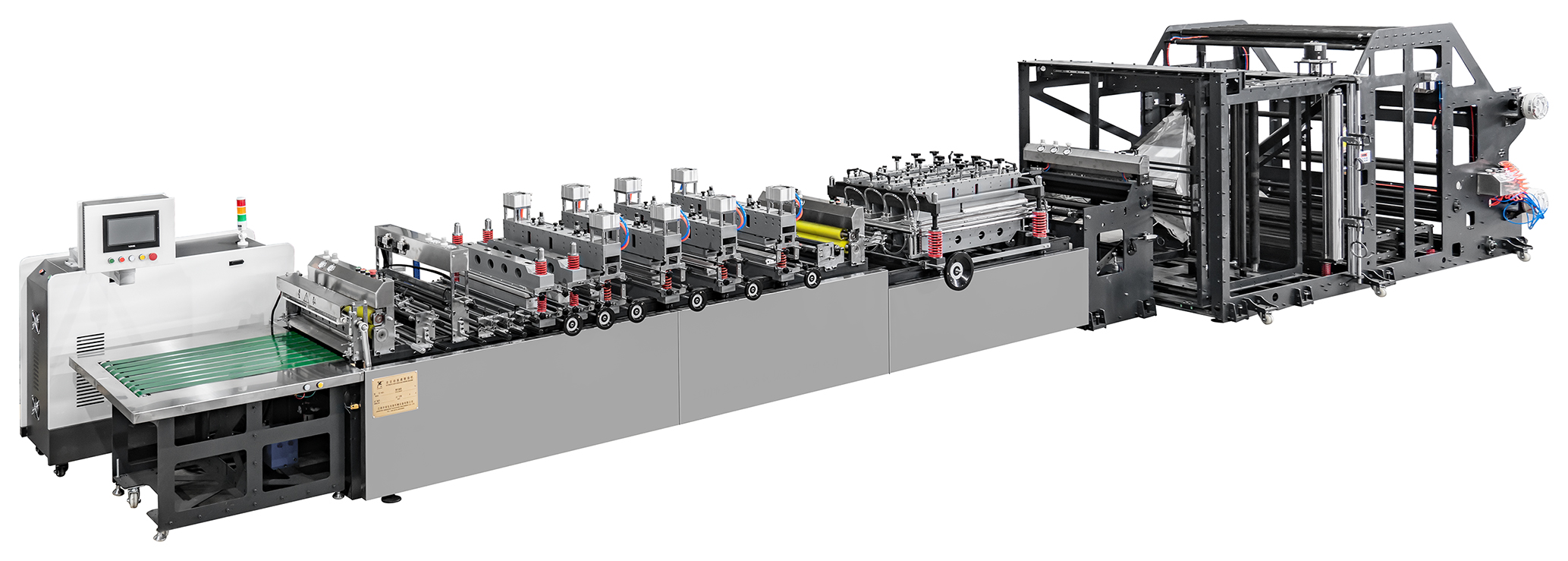
1. Machine form: three side seal, four side seal, five traction, double cutting shift knife, single independent, single zipper, host servo, PLC centralized control model
2. Applicable substrate: BOPP, CPP, PET, nylon and other composite film, multi-layer co-extruded film, pure aluminum, aluminized composite film, paper-plastic composite film.
3. Mechanical maximum beat: 200 points. Normal bag-making time: 120 times/min
4. Maximum discharge line speed: ≤50 m/min
5. Bag size:
Width 80-580mm
Length 80-500mm (double feed function)
6. Sealing width: 6-60mm
7. Bag types: three-side sealing bag, self-supporting bag (insert bottom, add bottom), zipper bag, four-side sealing bag
8. Maximum size of material roll: diameter 800×1240mm
9. Positioning accuracy: ≤±1mm
10. Hot sealing knife: zipper hot sealing 2 sets, zipper cooling mechanism 2 sets
3 sets of longitudinal heat sealing and 3 sets of longitudinal cooling mechanism
3 sets of transverse heat sealing, 2 sets of transverse cooling mechanism, 2 sets of zipper point ironing
11. Temperature control quantity: 20 channels
12. Temperature control setting range: normal temperature -360℃
13. Machine power: 60KW
14. Overall dimensions: (length × width × height) 16500×1850×1900
15. Net weight: about 6500KG
16. Color: Main body gray, stainless steel cover
17. Noise ≦75db
1. Unwinding rack device:
Structure: vertical automatic trimming and discharging mechanism
a. Release material tension control:
(1) magnetic powder brake brake
(2) Discharge active traction mechanism (Note: with stainless steel bucket)
(3) Control mode: floating pendulum rod displacement sensor set unwinding speed
(4) Discharge gas expansion shaft
(5) Pneumatic feeding
b. Correction mechanism control:
(1) Structure: screw pair to adjust the vertical lifting of tripod
(2) Drive: correction controller drives 130 synchronous motor
(3) Transmission: aluminum alloy plum blossom coupling connection
(4) Control form: reflective photoelectric sensor detection, deviation correction controller control
(5) Tracking accuracy: 0.5mm
(6) Adjustment range: 150mm
3. Longitudinal sealing device A (Zipper)
(1) Structure: longitudinal arrangement of hot pressing, cooling to the spring pressing mechanism
(2) Drive: the main motor drives the eccentric linkage vertical movement
(3) Quantity: 2 sets of heat sealing, 2 sets of cooling (Note: 1 set of ordinary heat)
(4) Length: heat seal 800mm, cooling 480mm
Longitudinal sealing device B
(1) Structure: longitudinal arrangement of hot pressing, cooling to the spring pressing mechanism
(2) Drive: the main motor drives the eccentric linkage vertical movement
(3) Quantity: heat seal 3 groups, cooling 3 groups
(4) Length: heat seal 800mm, cooling 480mm
4. Cross seal device A
(1) Structure: transverse arrangement of hot press assembly type spring pressing structure, cooling assembly
(2) Drive: the main motor drives the eccentric linkage vertical movement
(3) Quantity: 3 sets of heat sealing, 2 sets of cooling, 1 set of ultrasonic
(4) Length: 640mm
Cross seal flattening device B (hot pressing of zipper edge)
(1) Structure: lateral arrangement of hot press assembly type spring compression structure
(2) Drive: the main motor drives the eccentric linkage vertical movement
(3) Quantity: 2 sets of hot pressing
15. Welding knife configuration and accessories
(1) Horizontal:
10mm x 5
15mm x 4
20mm x 4
30mm x 3
40mm x 3
50mm x 3
60mm x 3
(2) Longitudinal:
10mm× 2
20mm× 2
30mm x 1
40mm x 1
50mm x 1
60mm x 1
(1)PLC Panasonic AFPXH-C40T, TR8, DA2 Or Panasonic AFPXH-C60T, TR8, DA2
(2) Interface Weinview 10-inch
(3) The host Modoli planetary reducer with Panasonic 4KW servo
(4) Cutting tool Panasonic or Delta 1KW (cut), Panasonic or Delta 0.75KW (shift)
(5) Traction Panasonic 1.5KW servo motor with driver (Note: a total of 5 sets)
(6) Discharge gear motor made in Taiwan with Inovance 0.4kw frequency conversion
(7) Delivery of 1:10 gear motor made in Taiwan
(8) Correction Suzhou Yintong 130 motor with Wuxi precision control correction controller
(9) Magnetic powder brake Wuxi Bolis 5KG with constant tension control (discharge)
Wuxi Bolis 0.6KG with constant tension controller (independent)
(10) Photoelectric sensor Panasonic SUN LX-111 photoelectric sensor Wenzhou BTG Optoelectronics (material release)
(11) Solenoid valve Taiwan Airtec DC24V
(12) Switching power supply Taiwan Delta
(13) Electrostatic eliminator Shunde Junyu intelligent industrial control or Wuxihuaso electrostatic technology
(14) Proximity switch Wenzhou BTG NPN
(15) Heating module Changzhou Huibang
(16) Solid state relay Delixi
(17) Relays Siemens or Schneider
(18) Encoder Wuxi Xinya Electronics
(19) Button switch Shanghai Tianyi
(20) Air switch Chint or Delixi
(21) Contactor Chint
(22) Ultrasonic Guangdong Red Sun
(23) Pneumatic components Taiwan Airtac
Quotation: Contact us
INCOterm: FOB Shanghai
Payment: 30%deposit and 70% balance before delivery
Production Lead time: 30 working days
Loading port: Shanghai
Warranty: 1 year for the machine
Related Products
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.


